guida per la manutenzione del plotter laser

indice
- manutenzione ordinaria a cadenza mensile
- a. pulizia generale dell’interno del plotter
- b. pulizia degli specchi
- c. pulizia della lente focale
- d. verifica della distanza del piano a nido d’ape dalla testa di taglio per consentire la messa a fuoco e un taglio omogeneo su tutto il piano
- e. verifica della messa a fuoco per tagliare con una linea di taglio il più sottile possibile
- f. verifica del pulsante di emergenza
- g. verifica dei sensori di arresto
- h. controllo del chiller esterno di raffreddamento della sorgente laser
- manutenzione ordinaria a cadenza semestrale
- manutenzione straordinaria a cura di personale specializzato
- divieti e prescrizioni
- schede macchina
- manuali di istruzioni
- guida per la manutenzione del plotter laser – versione stampabile
1. manutenzione ordinaria a cadenza mensile
a. pulizia generale dell’interno del plotter
A macchina spenta estrarre il piano a nido d’ape e con l’aspirapolvere rimuovere tutti i residui di lavorazione dalla vasca e dal perimetro. Se necessario pulire le superfici con una spugna inumidita d’acqua. Prima di rimettere in posizione il piano a nido d’ape batterlo leggermente per rimuovere i residui al suo interno.
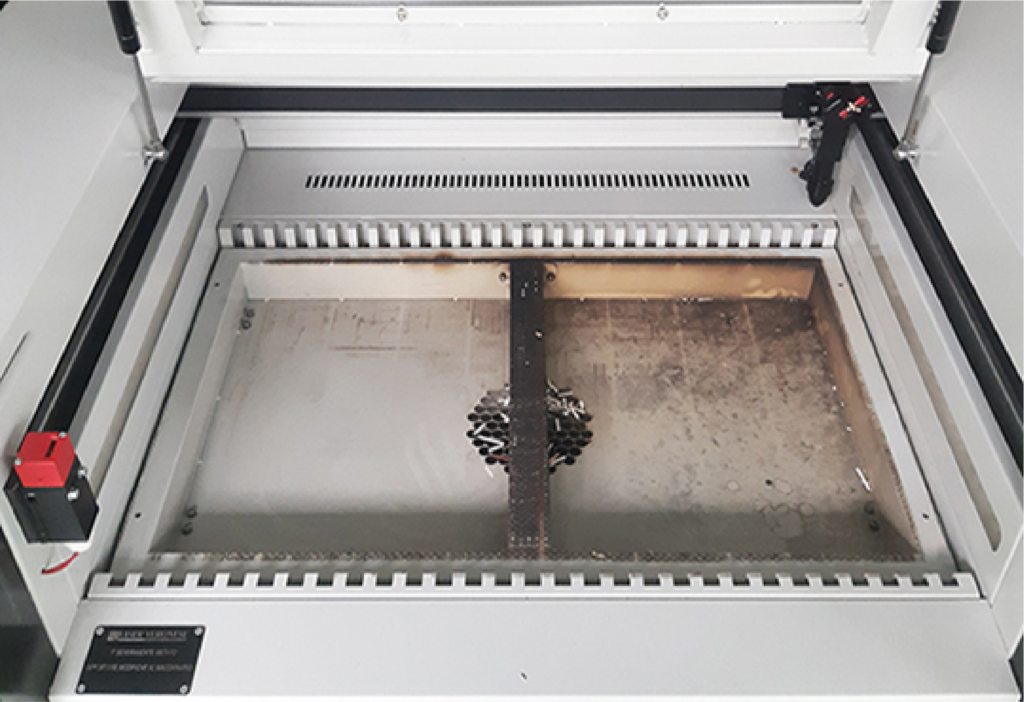

Per completare la pulizia aprire lo sportello frontale del plotter con l’apposita chiave che si trova nella cassettiera CS1 del locale Lab. CNC e aspirare eventuali residui di lavorazione.


b. pulizia degli specchi
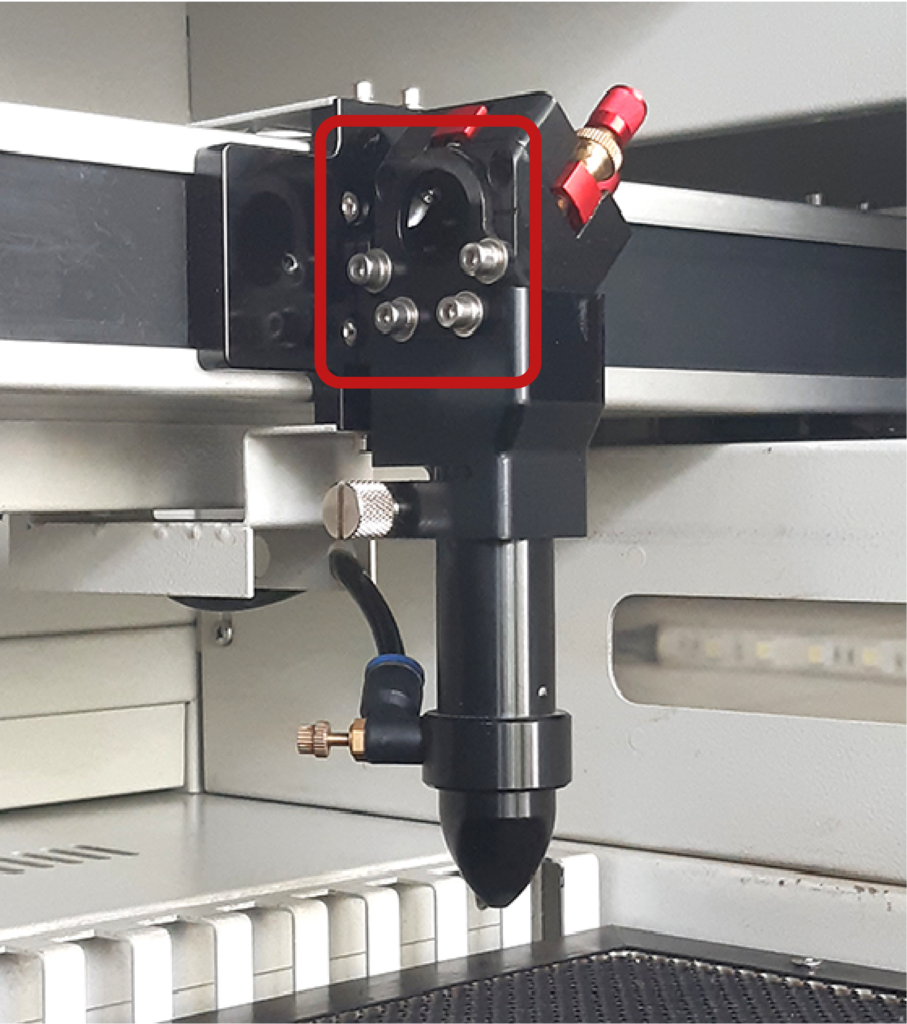
Utilizzando le salviettine umidificate, che si trovano nella cassettiera CS1 nel locale Lab. CNC, pulire con estrema delicatezza gli specchi che rifletto il raggio laser, posizionati il primo sulla sinistra del ponte mobile sul quale scorre la testa di taglio e il secondo nella parte superiore della testa stessa.

c. pulizia della lente focale
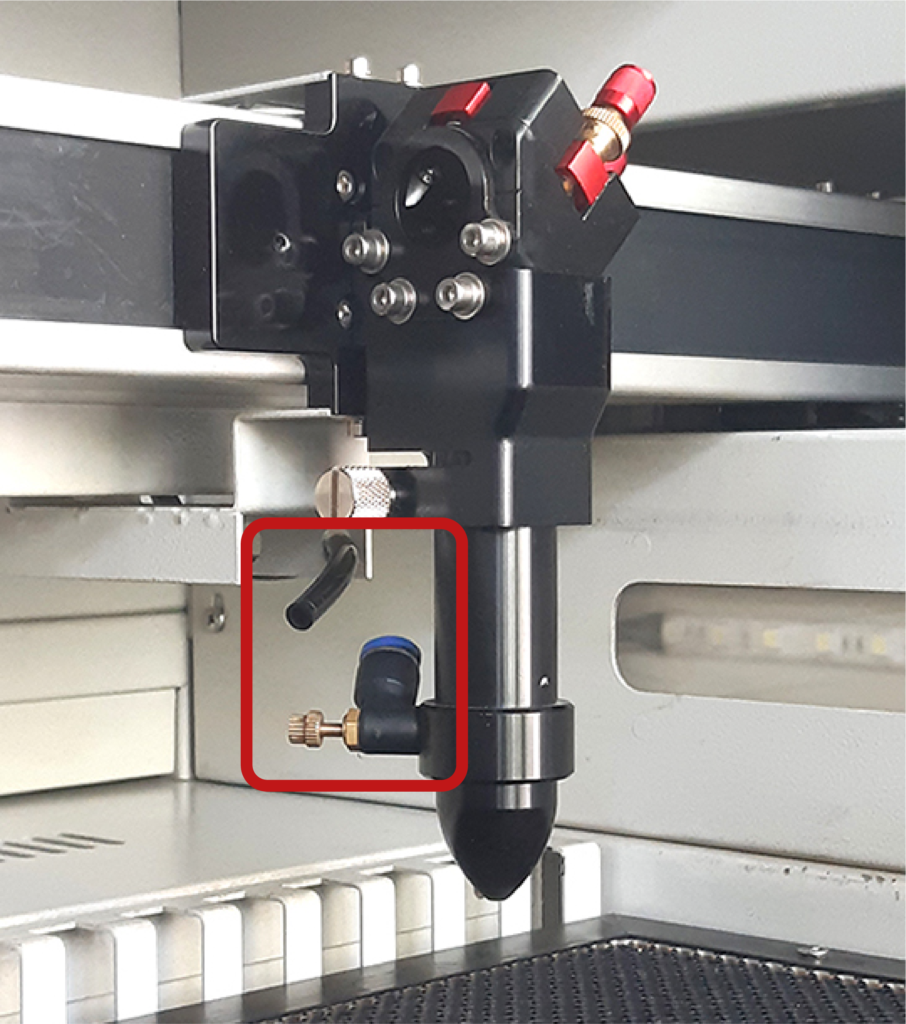
Dovendo smontare parte della testa di taglio, muoverla in una posizione comoda da raggiungere. Abbassare il piano a nido d’ape di un paio di centimetri e spegnere il plotter laser. Sganciare il tubo dell’aria compressa dallo stelo della testa: tirare il tubo tenendo abbassato l’anello blu sul raccordo girevole.

Per estrarre lo stelo che contiene la lente, allentare manualmente la vite A posta sul lato sinistro della testa di taglio.
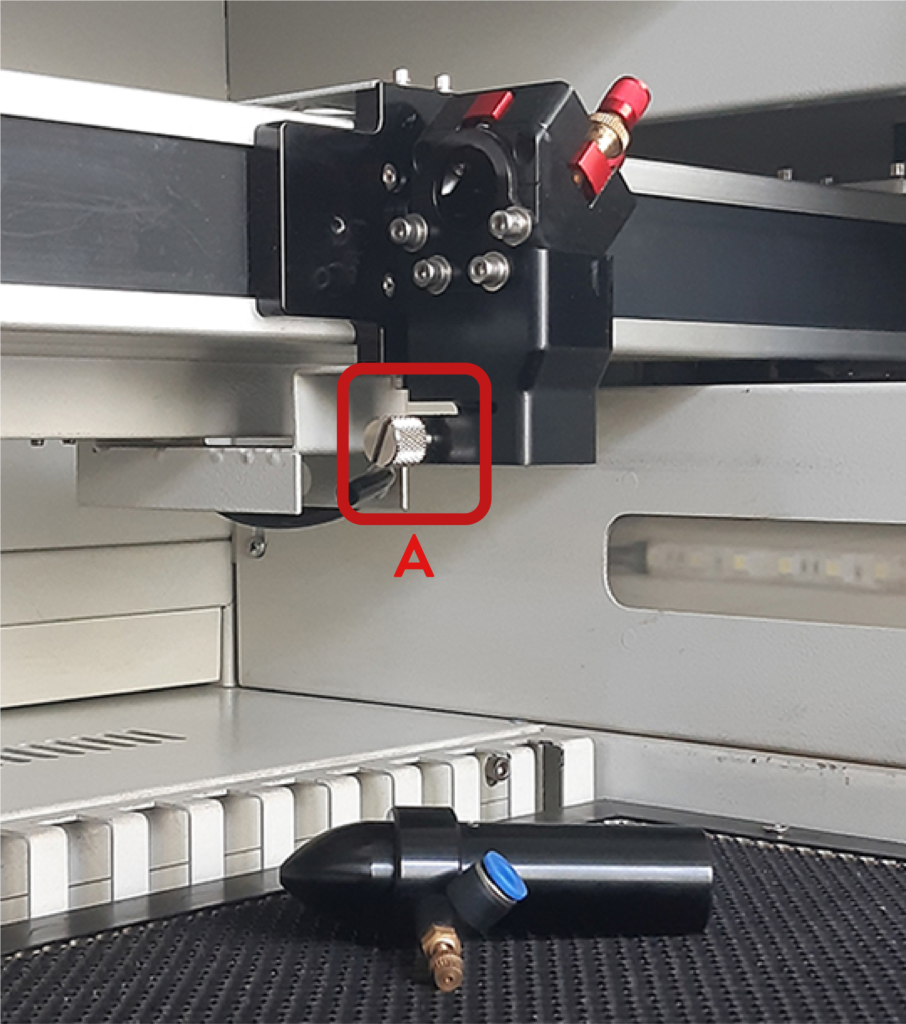

Svitare dallo stelo l’ugello conico e lavarlo con acqua e sapone.
Impugnare lo stelo e svitare con l’apposito strumento a “T”, che si trova nella cassettiera CS1 del locale Lab. CNC, la ghiera interna inferiore che tiene in posizione la lente, quindi estrarre la lente.
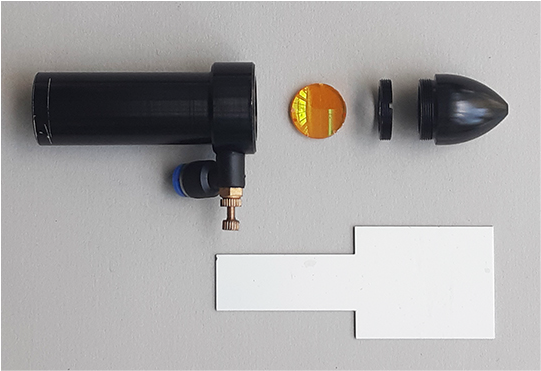
Pulirla con estrema delicatezza utilizzando una salvietta umidificata. Riposizionare la lente all’interno dello stelo, avendo cura che la parte convessa sia rivolta verso l’ugello. Prima di avvitare la ghiera per verificare che la lente non sia ribaltata, guardare all’interno dello stelo: se si vede la propria immagine riflessa come in un uno specchio, vuol dire che la lente è posizionata correttamente.

Rimontare l’ugello sullo stelo, inserire quest’ultimo nella testa di taglio e fermarlo stringendo la vite A. Riagganciare il tubo dell’aria compressa spingendolo nel raccordo girevole.
Al termine di questa operazione accendere il plotter per riportare il piano in posizione Z = 0.
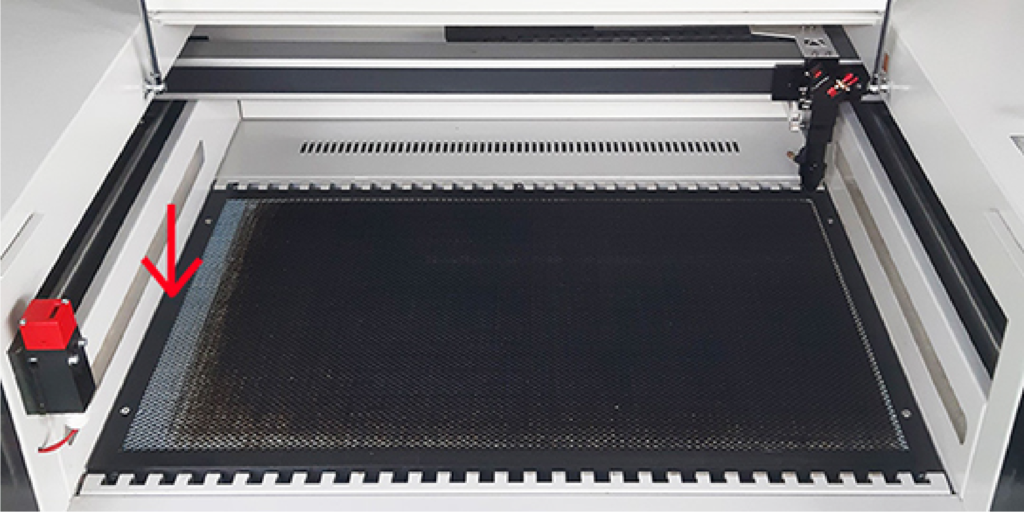
d. verifica della distanza del piano a nido d’ape dalla testa di taglio per consentire la corretta messa a fuoco per ottenere un taglio omogeneo su tutto il piano
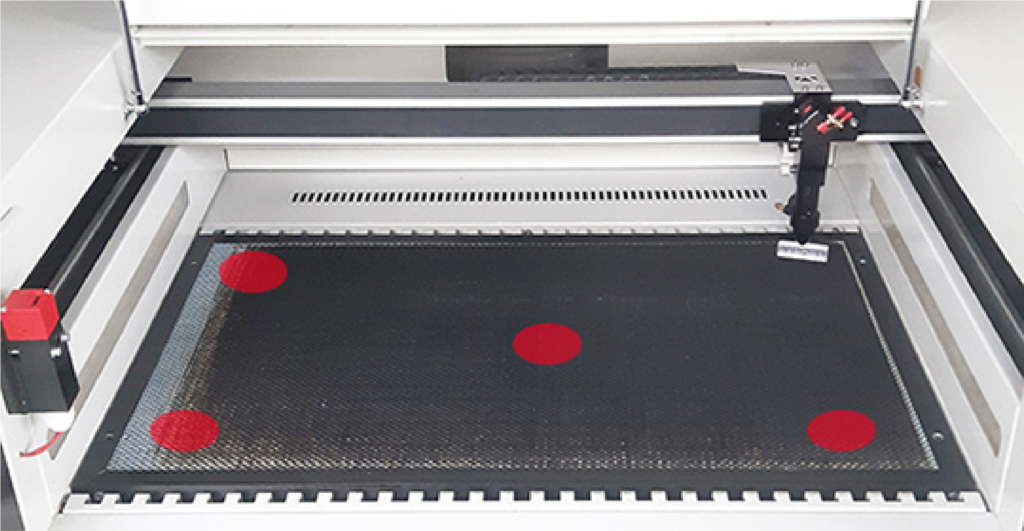
Posizionare la testa di taglio vicino all’angolo in alto a destra e regolare la messa a fuoco con il distanziatore direttamente sul piano a nido d’ape. Verificare che la distanza sia la medesima in prossimità degli altri tre angoli e al centro del piano.
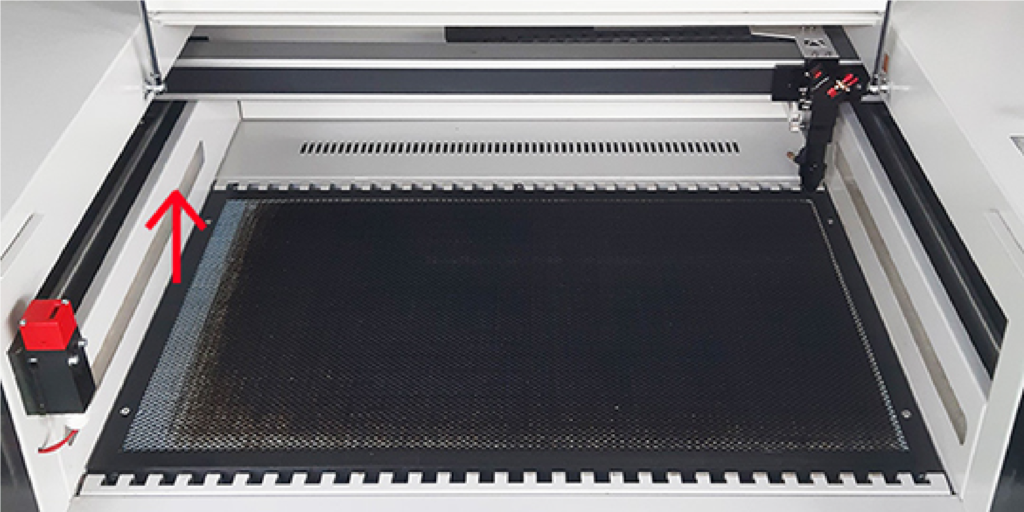
Se dovessero risultare distanze differenti, è possibile regolare l’altezza solo del lato sinistro del piano. Aprire lo sportello inferiore posto sul lato sinistro del laser con l’apposita chiave, che si trova nella cassettiera CS1 del locale Lab. CNC.

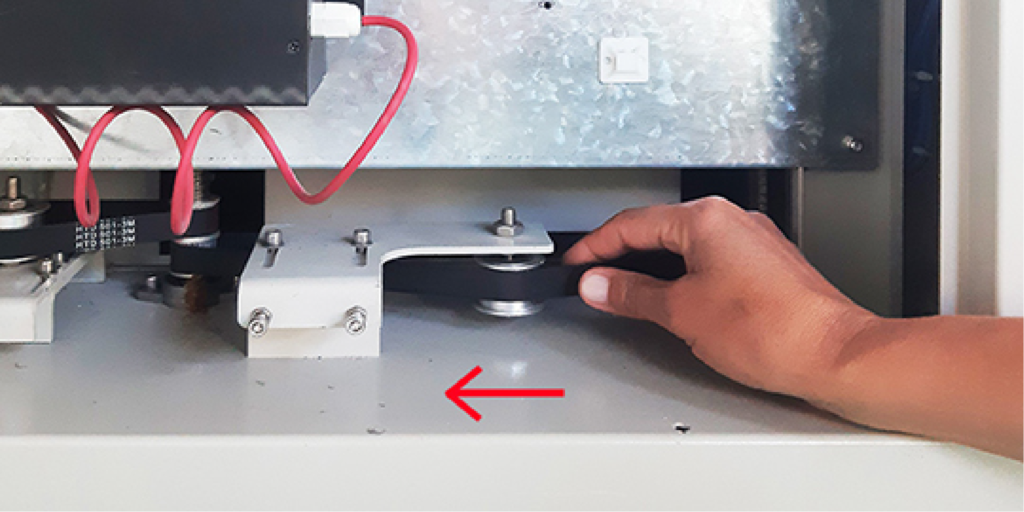
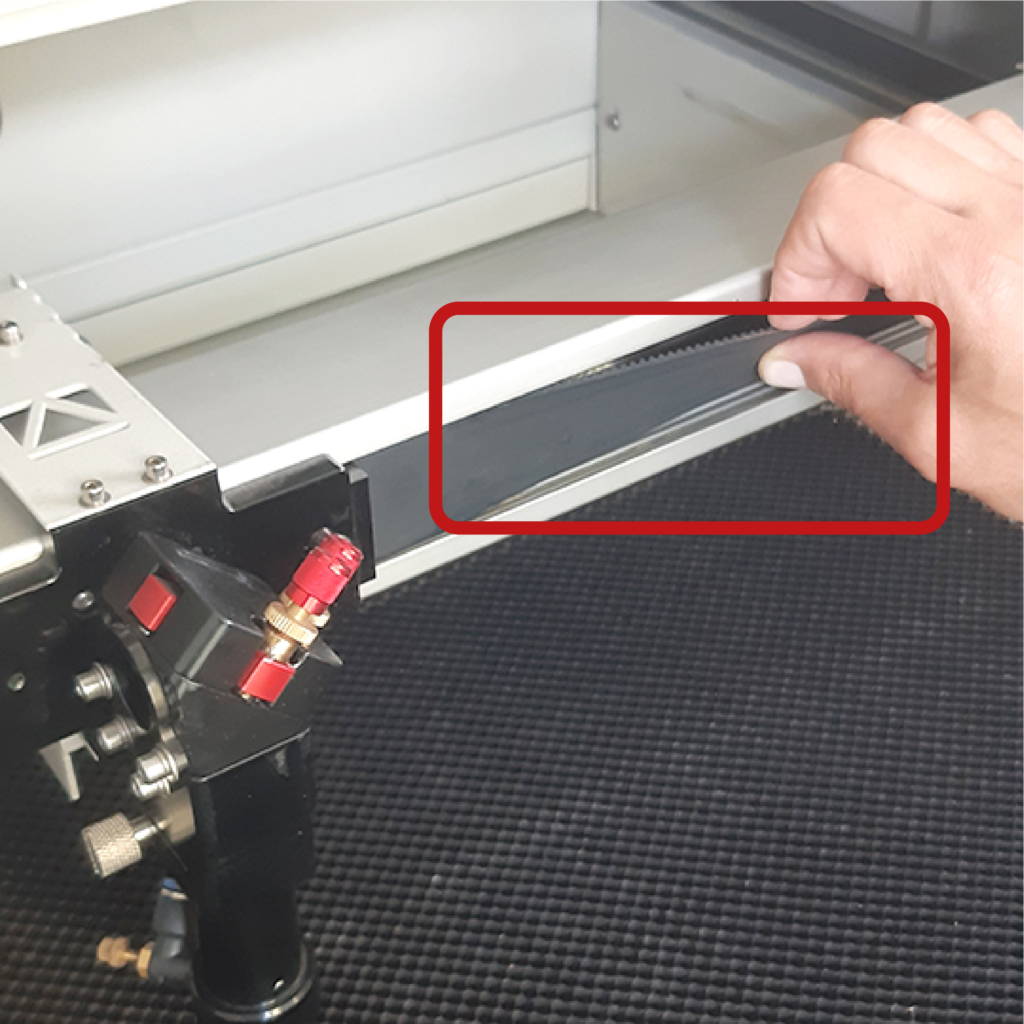
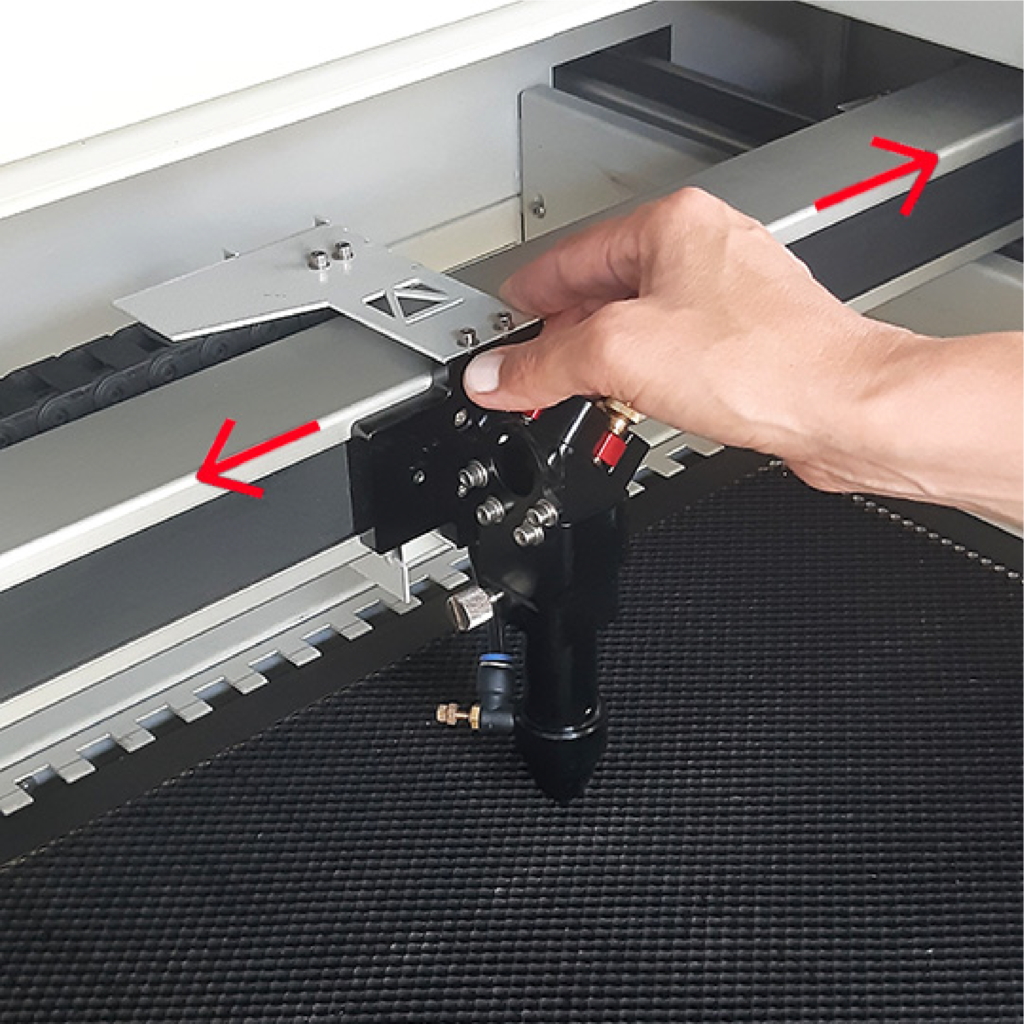
Muovere la cinghia di trasmissione che si trova in basso a destra:
il bordo del piano si alza tirando la cinghia verso destra
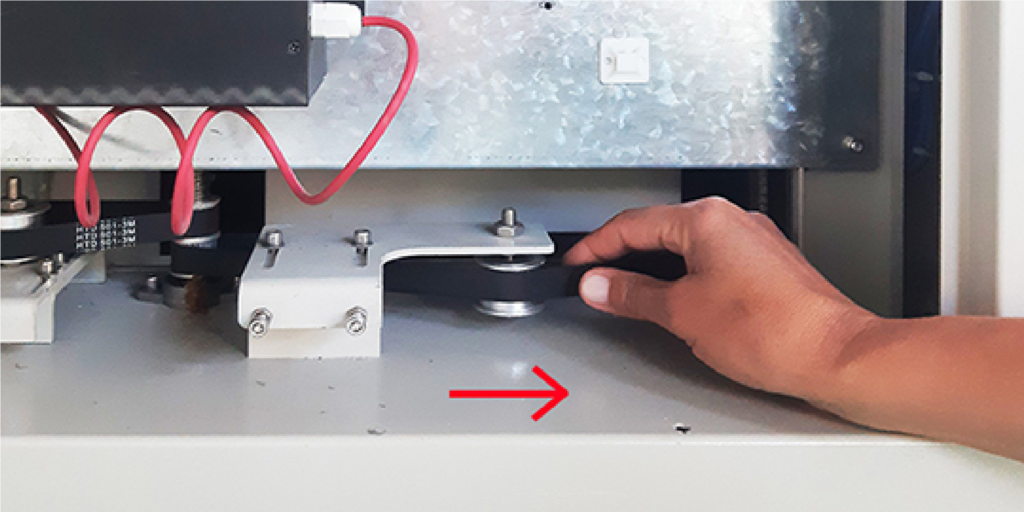
e si abbassa tirando la cinghia verso sinistra .
Non è possibile regolare l’altezza dei lati anteriore e posteriore del piano in modo analogo, ma solo inserendo degli spessori di cartone sotto la cornice del piano dopo averlo sollevato.

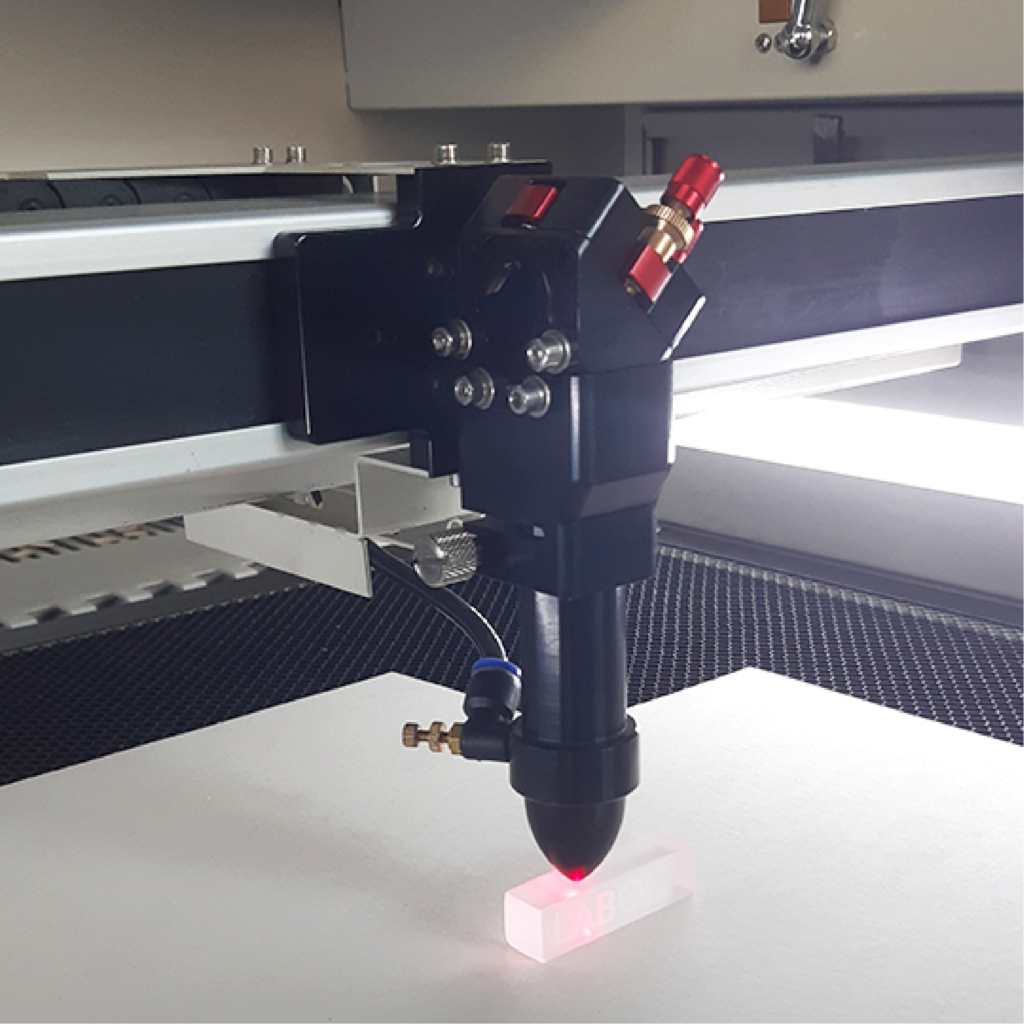
e. verifica della messa a fuoco per tagliare con una linea di taglio il più sottile possibile
Può accadere che, a causa delle vibrazioni, la lente abbia dei piccoli movimenti all’interno dello stelo. Questo può comportare che la messa a fuoco ottimale non corrisponda più alla misura del distanziatore. Per fare questa verifica mettere a fuoco la testa di taglio su un cartone di prova. Sul pannello di controllo del plotter premere il tasto pulse per mandare un singolo impulso laser.

Provare ad alzare lo stelo di 1 o 2 mm, portare la testa vicino al test effettuato precedentemente e premere nuovamente pulse. Spostare leggermente la testa di taglio, riposizionare il fuoco con il distanziatore, quindi abbassare lo stelo di 1 o 2 mm e premere ancora pulse. Confrontare le tre bruciature puntiformi individuando la più fine.


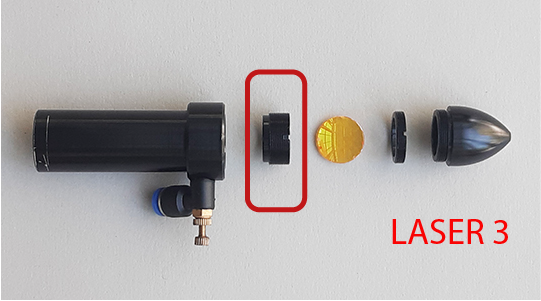
Se la bruciatura più fine corrisponde alla regolazione effettuata con il distanziatore, la lente è nella posizione giusta per la messa a fuoco ottimale. Se, invece, la bruciatura più fine risulta quella ottenuta abbassando lo stelo, è necessario riposizionare la lente. Smontare la lente (vedi capitolo 1 – paragrafo c) e, nel caso del Laser 3, svitare la ghiera sottostante all’interno dello stelo per adattare la messa a fuoco alla misura del distanziatore in dotazione, tenendo conto che ogni giro completo di questa ghiera aumenta la distanza di messa a fuoco dal materiale di circa un millimetro.
Per quanto riguarda i Laser 1 e 2 la lente appoggia su un supporto fisso, quindi per aumentare la distanza di fuoco dal piano è necessario inserire sotto la lente una guarnizione o una ghiera del giusto spessore prima di rimontarla.
Nel caso la bruciatura più fine sia quella ottenuta alzando lo stelo, in tutti e tre i laser, non è possibile correggere l’altezza di messa a fuoco ma è necessario dotarsi di un distanziatore di idonea misura.
f. verifica del pulsante di emergenza
Avviare un taglio con un file di prova ed premere il pulsante rosso di emergenza per verificare che si spenga il plotter arrestando tutte le parti in movimento. Riarmare il plotter ruotando il pulsante in senso orario facendolo scattare verso l’esterno.
g. verifica dei sensori di arresto
Avviare un taglio con un file di prova e verificare che aprendo il portello superiore la testa di taglio si fermi e il fascio laser si interrompa.
Verificare inoltre che con il portello superiore aperto, avviando un nuovo taglio, la testa non si muova e il fascio laser sia disattivato.
h. controllo del chiller esterno di raffreddamento della sorgente laser
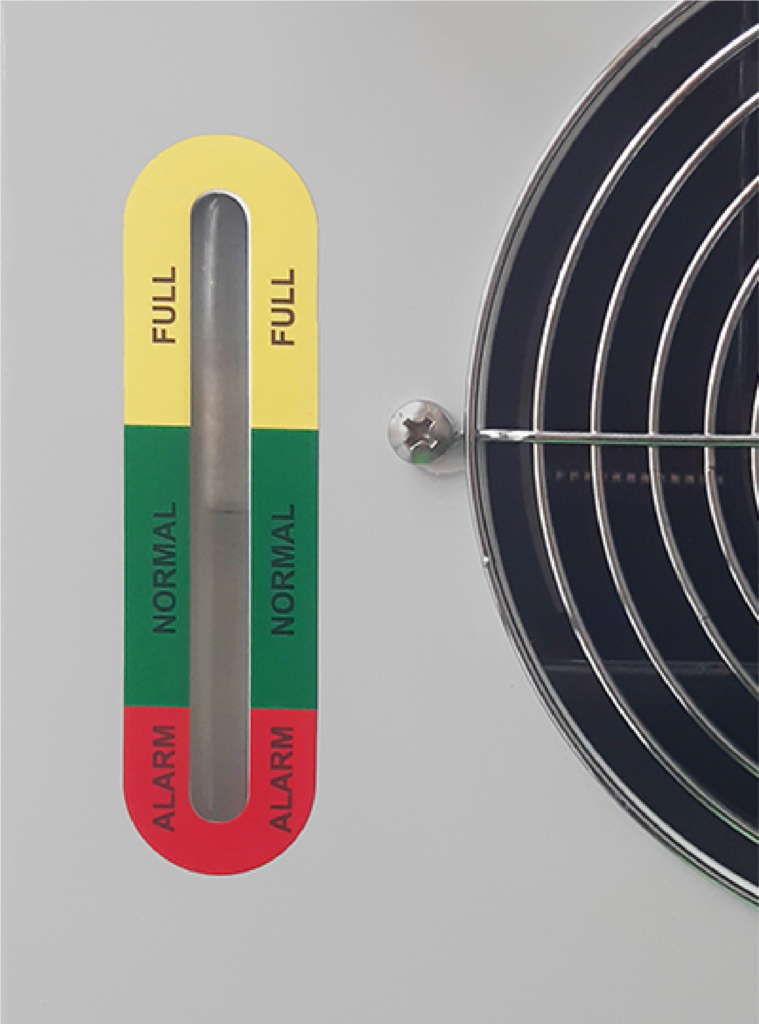
Verificare sul display frontale del chiller che la temperatura di esercizio sia inferiore a 30°. Verificare inoltre il livello dell’acqua, sull’indicatore posto nella parte posteriore del chiller, che si deve trovare all’interno dell’area verde. Se così non fosse, a macchina spenta, è necessario aggiungere dell’acqua distillata o demineralizzata, svitando il tappo argento posto nella parte superiore del chiller.

2. manutenzione ordinaria a cadenza semestrale
a. lubrificazione delle cinghie di trasmissione e delle pulegge
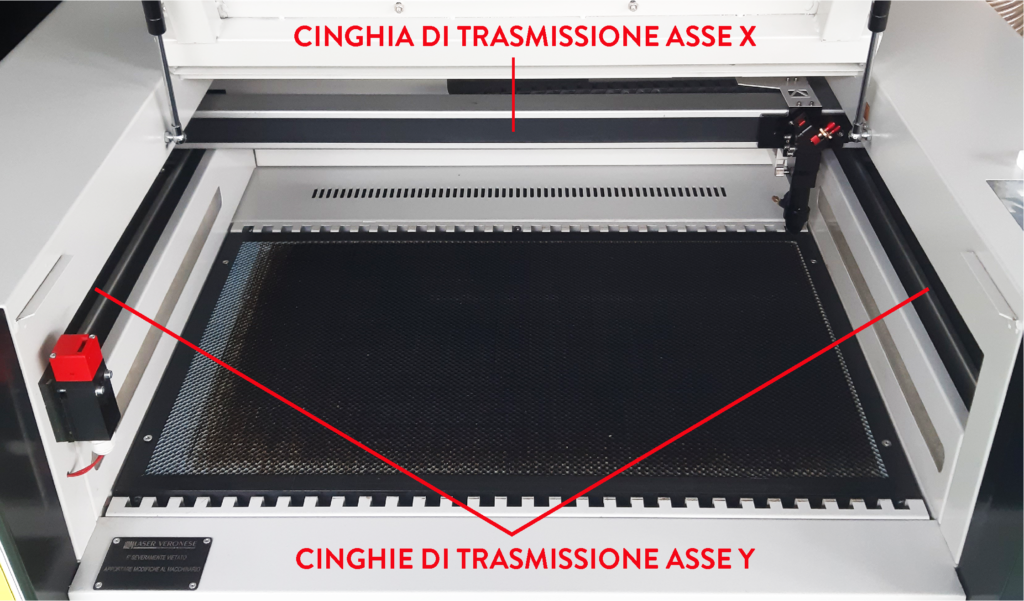
Per movimentare il ponte mobile e la testa di taglio sugli assi X e Y il plotter è dotato di 3 cinghie di trasmissione movimentate da pulegge. Due cinghie si trovano ai lati del ponte per movimentarlo lungo l’asse Y e una sul ponte, per movimentare la testa lungo l’asse X.
Con il lubrificante spray che si trova nella cassettiera CS1 nel locale Lab. CNC lubrificare tutte e tre le sedi di scorrimento delle cinghie per una lunghezza di 5 – 10 cm.

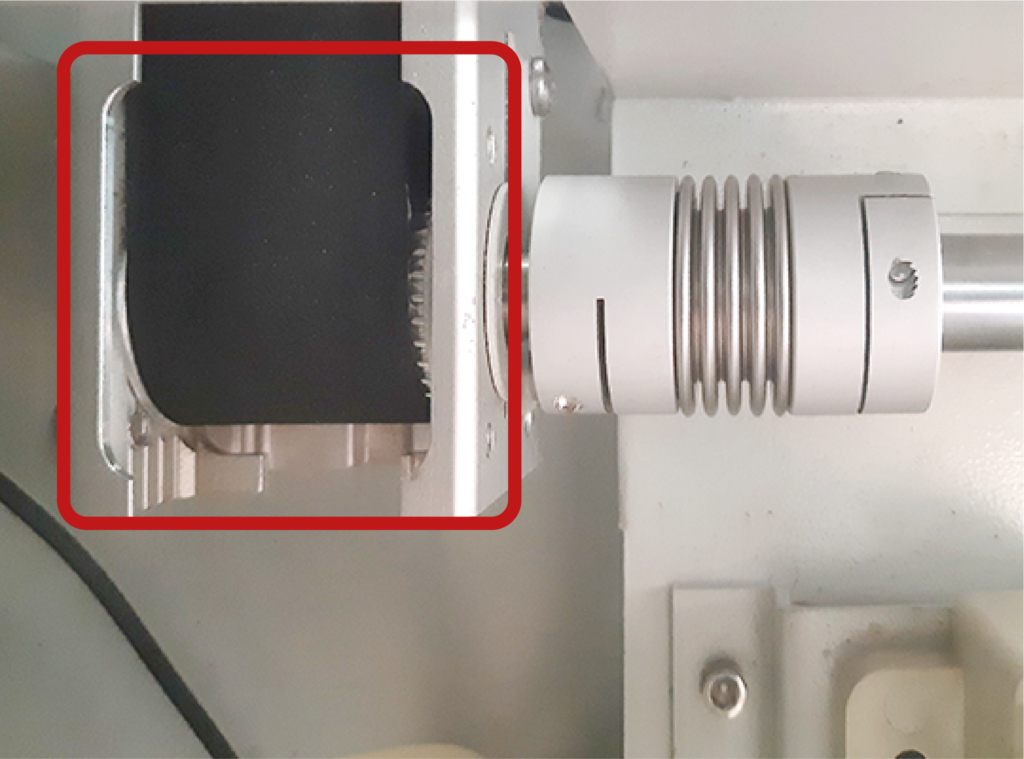
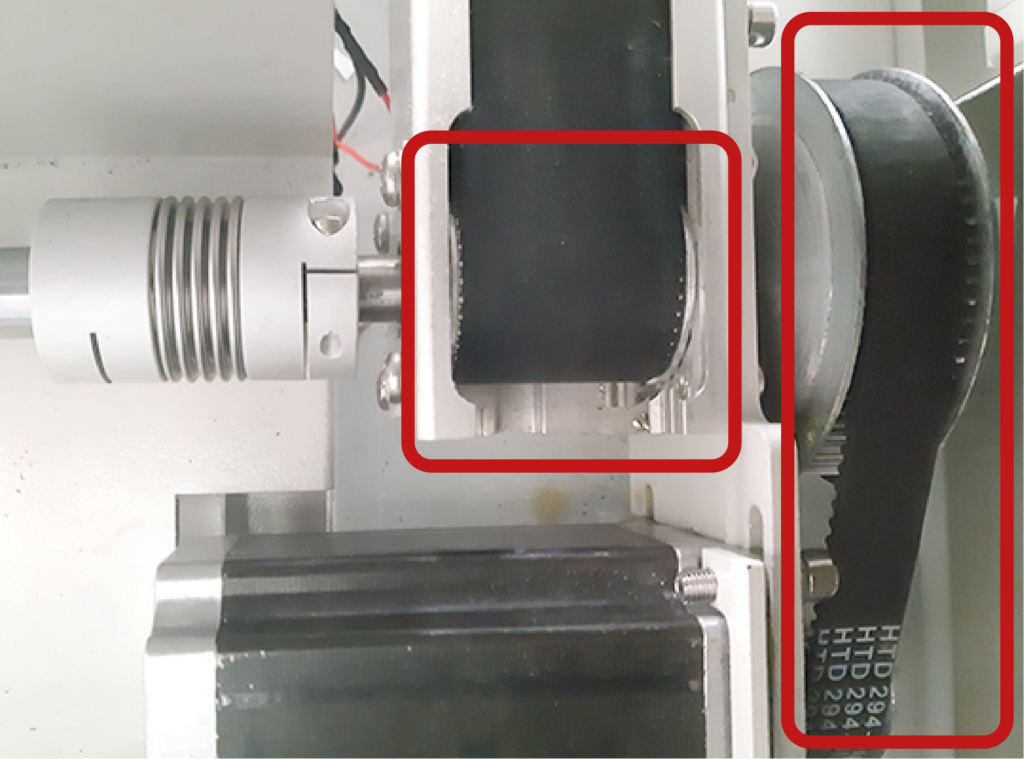
Per lubrificare le pulegge dell’asse X aprire lo sportello superiore sul lato destro del plotter con l’apposita chiave che si trova nella cassettiera CS1 del locale Lab. CNC.
Lubrificare la parte superiore della puleggia grande e, dal piano di lavoro interno al plotter, lubrificare anche le due pulegge che si trovano sopra il ponte mobile.
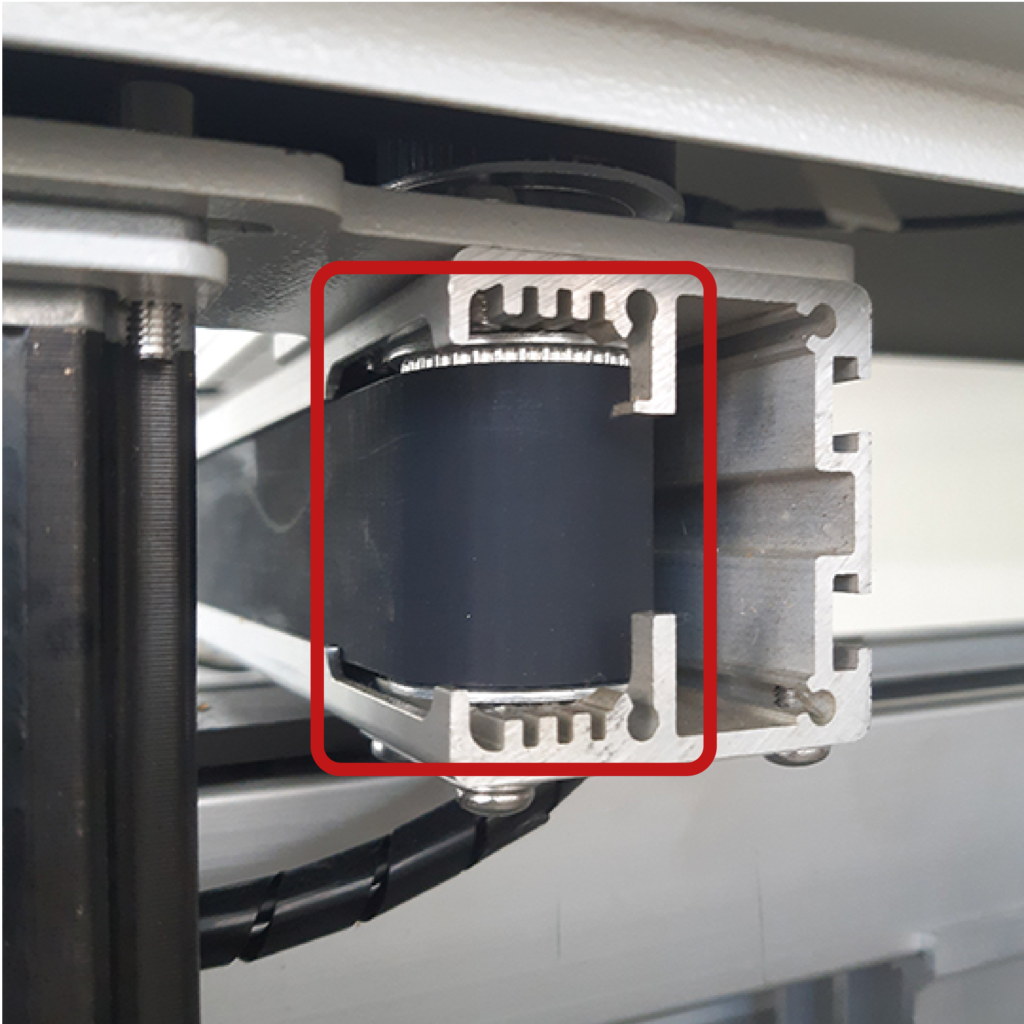
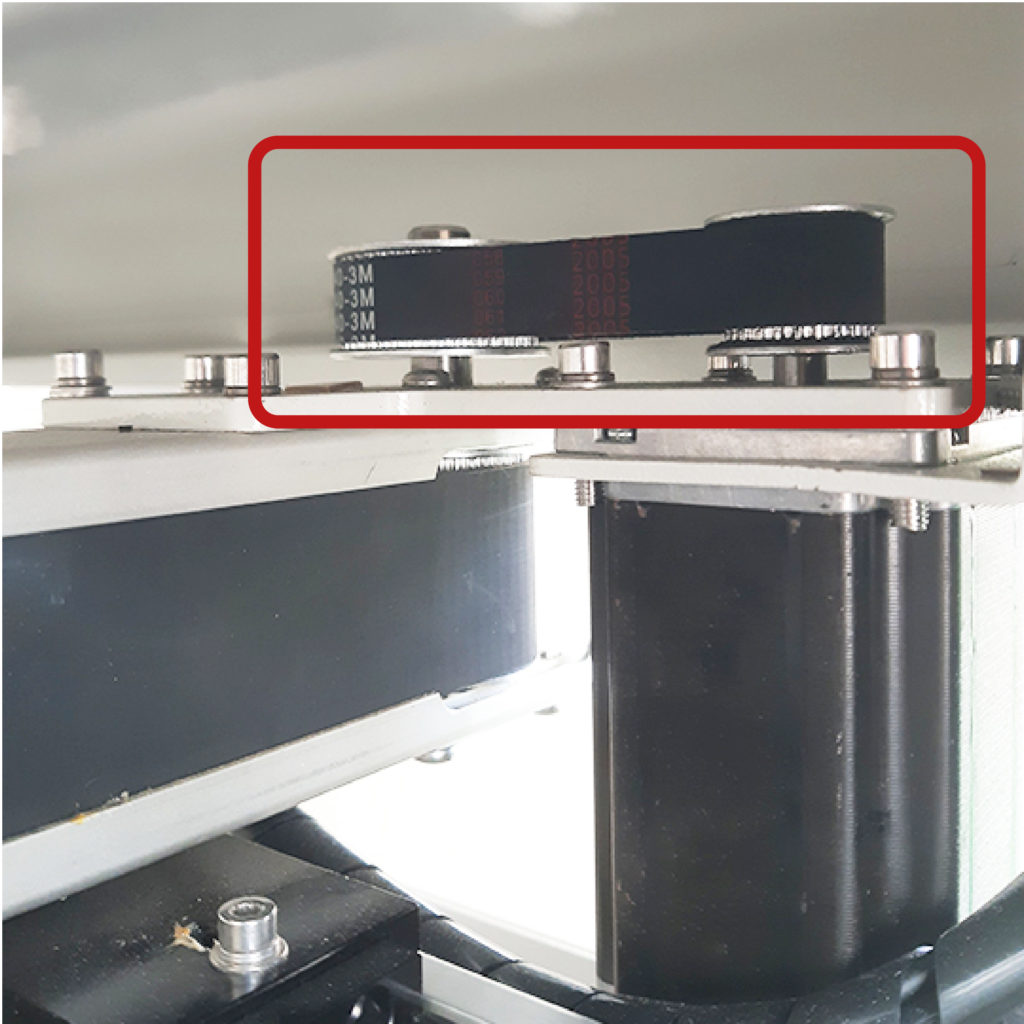
Per lubrificare le pulegge di movimento dell’asse Y è necessario aprire lo sportello superiore sul lato posteriore del plotter dov’è contenuta la sorgente laser in vetro. Le pulegge si trovano alla fine delle cinghie di trasmissione una a sinistra e tre a destra rispetto alla sorgente .

Completate queste lubrificazioni richiudere gli sportelli e, sempre a macchina spenta, movimentare manualmente la testa di taglio da destra a sinistra e il ponte mobile avanti e indietro per stendere il lubrificante.

b. regolazione del fascio laser riflesso sullo specchio del ponte mobile
Mettere tre pezzi di scotch di carta sovrapposti sull’apertura che contiene lo specchio nella testa di taglio. Posizionare la testa di taglio in prossimità dell’angolo in alto a sinistra del piano a nido d’ape e premere il tasto pulse sul pannello di controllo del plotter.
Spostare la testa in prossimità dell’angolo in basso a destra e premere nuovamente pulse. Se le bruciature generate dai due impulsi laser si sovrappongono in un unico buco sullo scotch, la regolazione è corretta. Se non coincidono e appaiono due buchi, serve effettuare la seguente regolazione: aprire lo sportello in alto posto sul lato sinistro della macchina, con l’apposita chiave che si trova nella cassettiera CS1 del locale Lab. CNC.

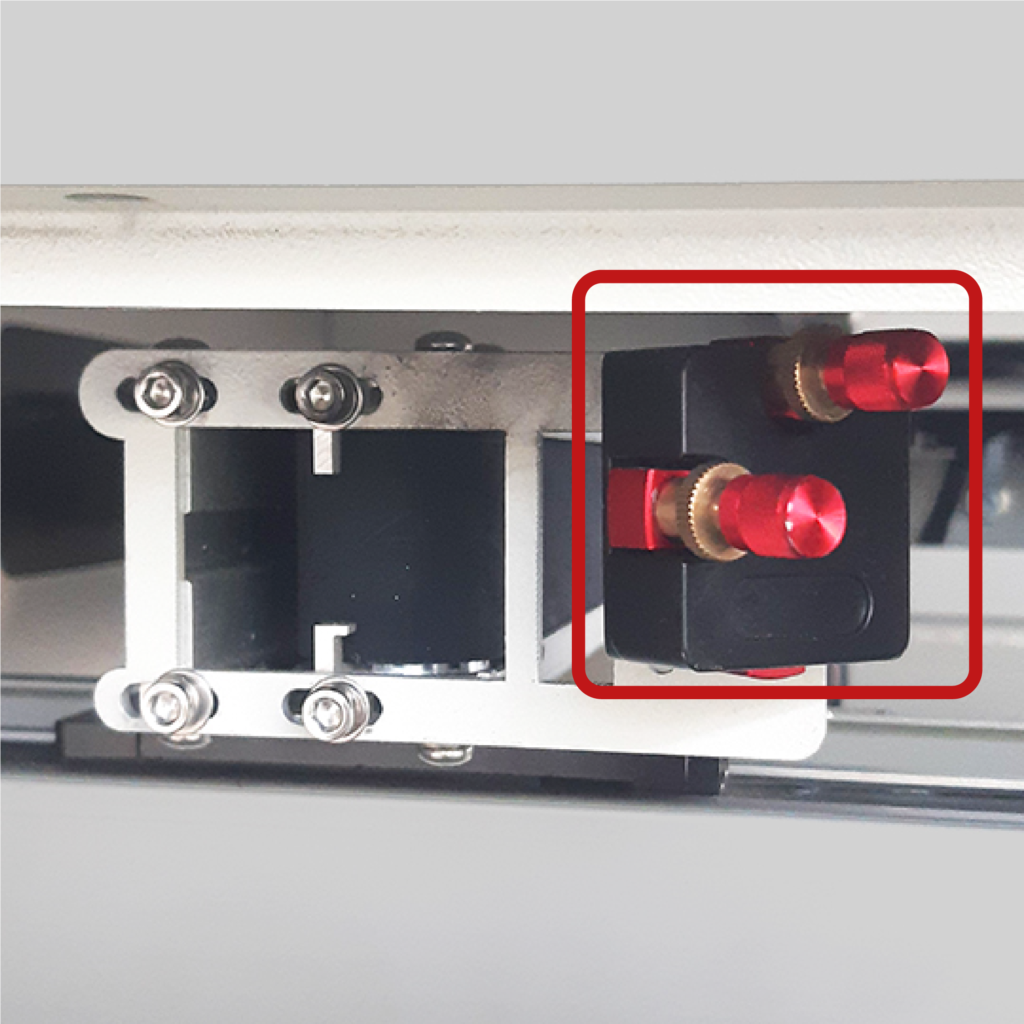
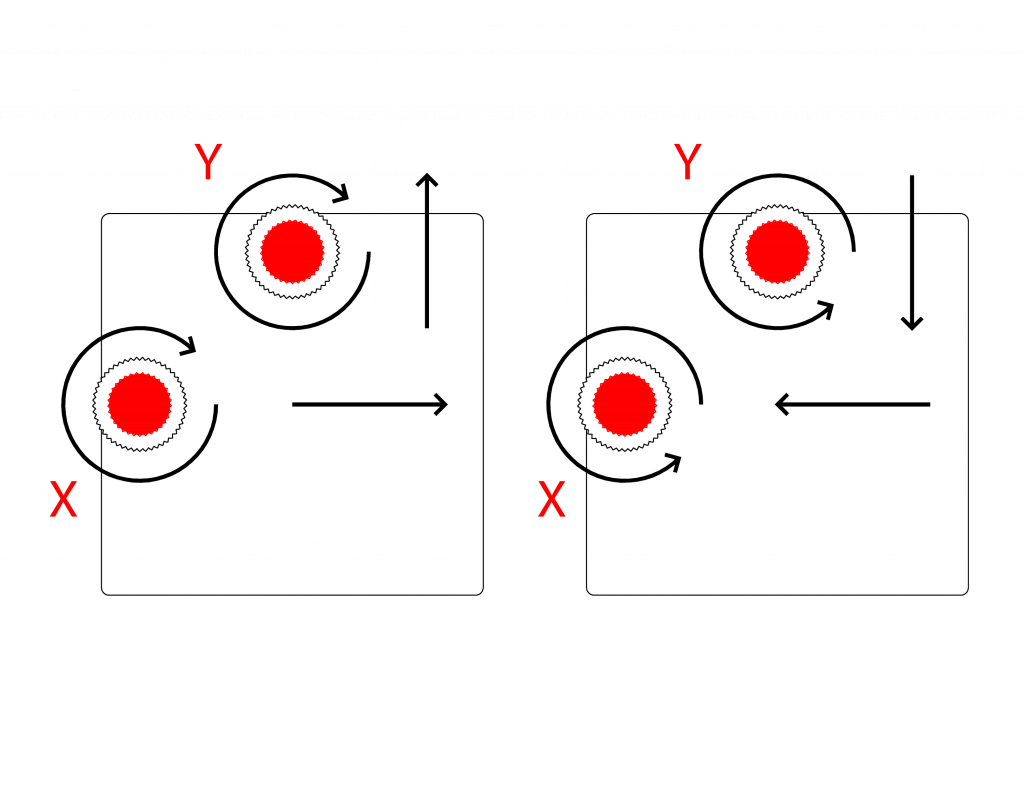
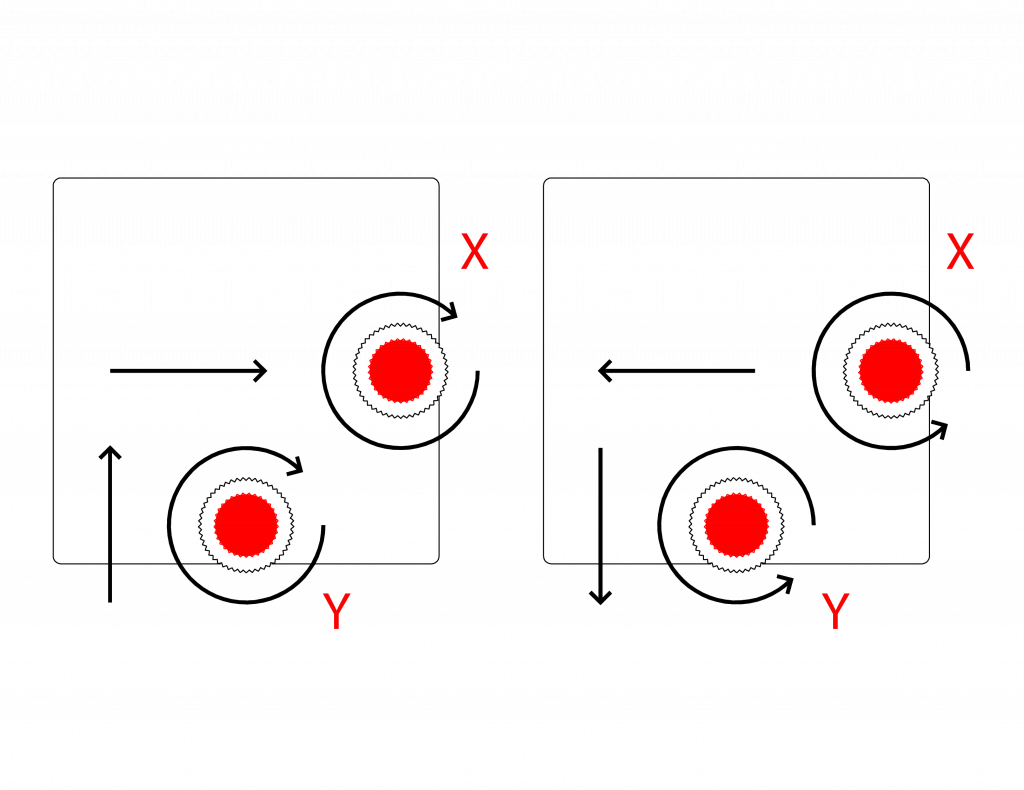
Svitare le ghiere di fermo color oro delle viti rosse e ruotare le viti che regolano l’angolazione dello specchio, la vite in alto Y muove lo specchio spostando il raggio laser verticalmente, la vite X orizzontalmente, al termine della regolazione stringere le ghiere.
Effettuare la precedente procedura di verifica, sostituendo ogni volta il triplo strato di scotch, fino ad ottenere un unico buco.
Qualora la bruciatura sullo scotch non fosse visibile, aumentare la potenza della funzione Pulse. Premere il tasto Max Power sul pannello di controllo del plotter e aumentare la potenza da 25% a 35%. È possibile selezionare le cifre con le frecce DX-SX e modificare il valore con le frecce SU-GIU. Ricordarsi di impostare nuovamente la potenza a 25% alla fine della procedura. Per effettuare questa regolazione sul Laser 3 è sempre necessario aumentare la potenza della funzione Pulse.
c. regolazione del fascio laser riflesso dallo specchio della testa di taglio
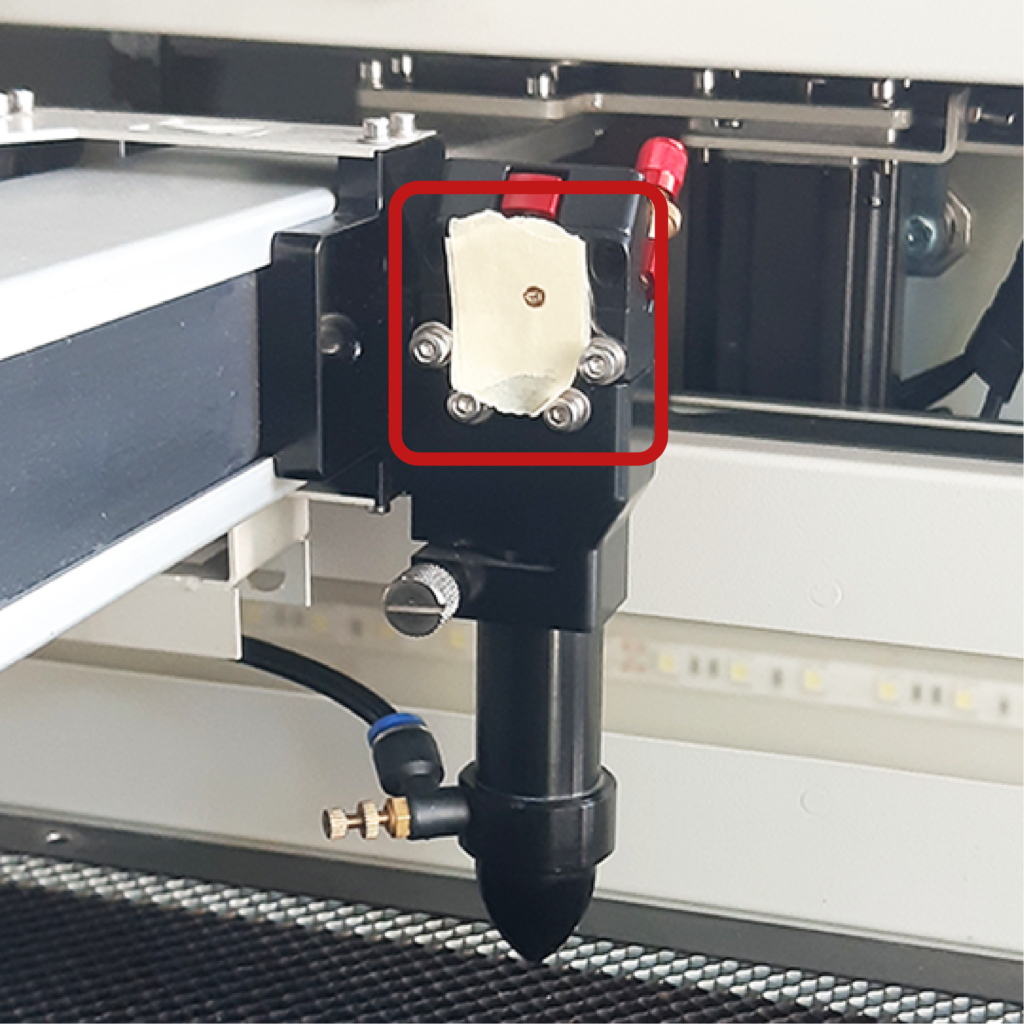
Mettere un pezzo di scotch di carta sulla punta dell’ugello della testa di taglio e premere per farlo aderire bene e segnare sullo scotch il foro dell’ugello. Premere il tasto pulse sul pannello di controllo del plotter.
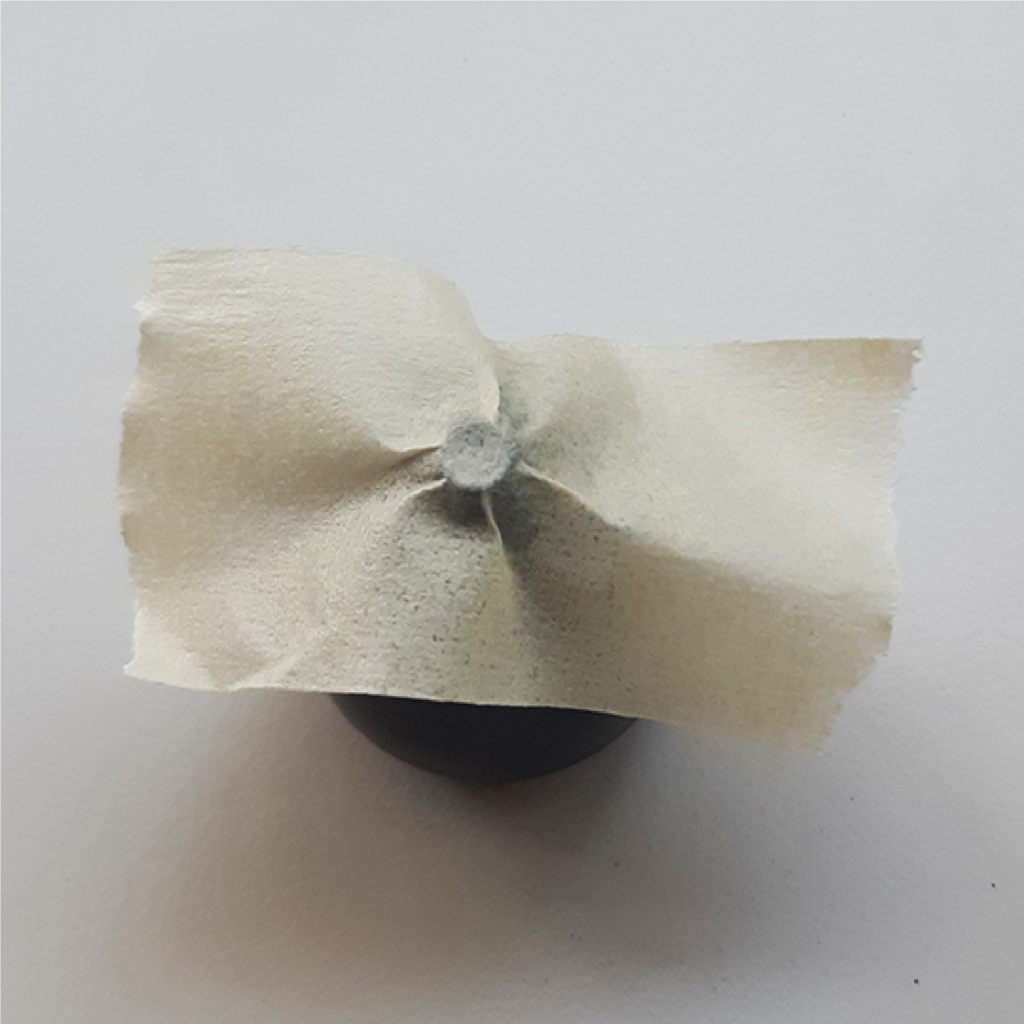
Rimuovere lo scotch e controllare che il buco generato dall’impulso laser sia perfettamente centrato rispetto al segno del foro dell’ugello. In questo caso la regolazione è corretta.

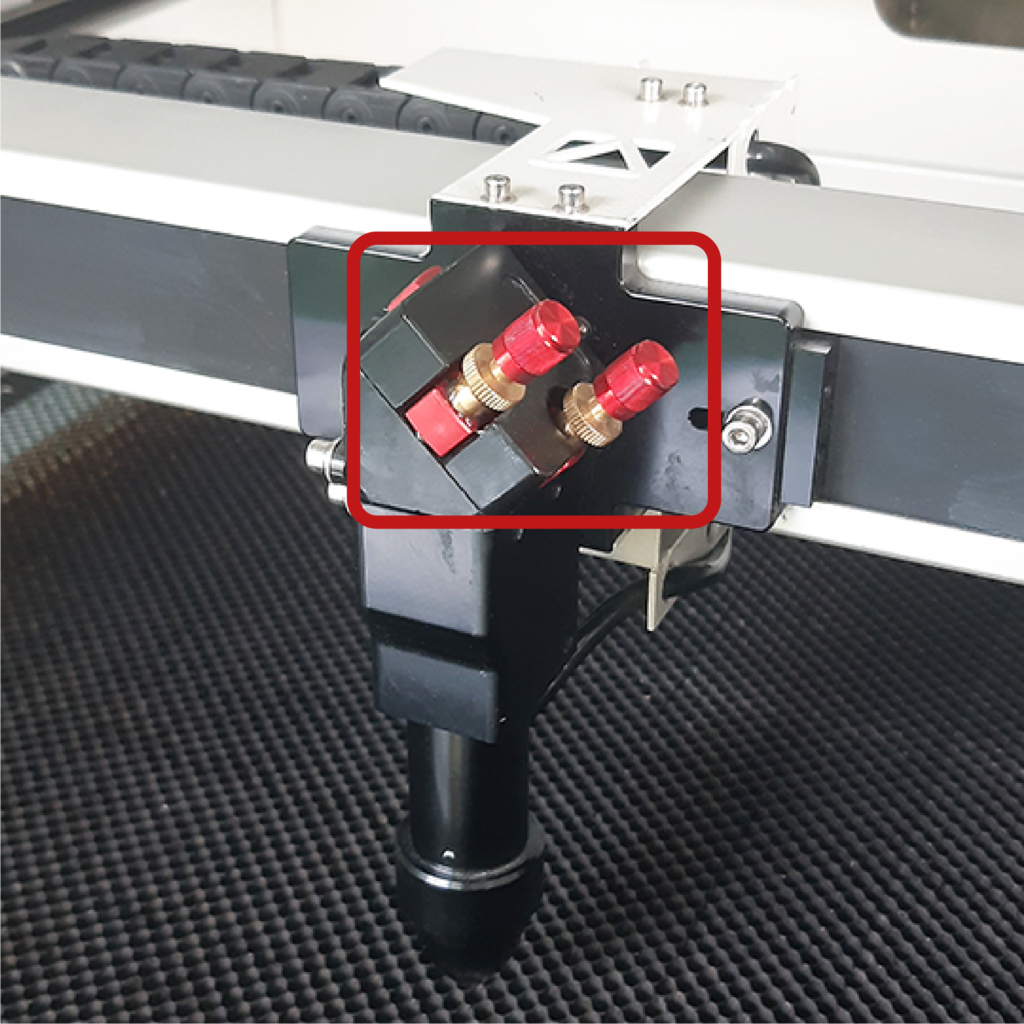
Se il buco risulta decentrato rispetto al foro serve effettuare la seguente regolazione: svitare le ghiere di fermo color oro delle viti rosse sulla testa di taglio e ruotare queste viti che regolano l’angolazione dello specchio, la vite più in alto muove lo specchio spostando il raggio laser sull’asse X del piano a nido d’ape, l’altra sull’asse Y, al termine della regolazione stringere le ghiere.
Effettuare la precedente procedura di verifica, sostituendo ogni volta lo scotch, fino ad ottenere che il buco sia centrato rispetto foro dell’ugello.
3. manutenzione straordinaria a cura di personale specializzato
TUTTE LE MANUTENZIONI NON PRECEDENTEMENTE ELENCATE E LA SOSTITUZIONE DI COMPONENTI DEVONO ESSERE EFFETTUATE SOLO DA PERSONALE SPECIALIZZATO.
a. modifica manuale dello “0” delle coordinate assolute
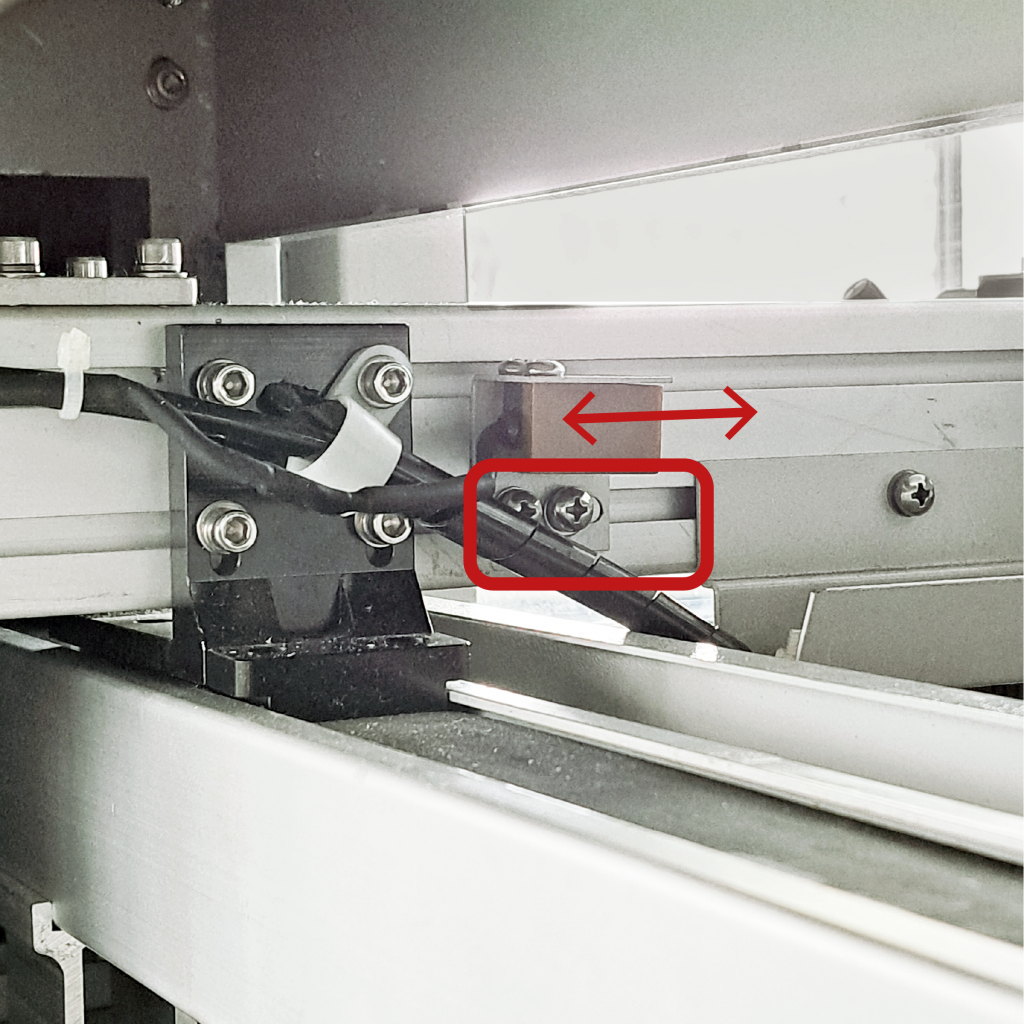
Per modificare lo 0 assoluto sull’asse y, aprire lo sportello in alto posto sul lato destro della macchina, con l’apposita chiave che si trova nella cassettiera CS1 del locale Lab. CNC, svitare le viti evidenziate in figura e muovere il sensore di fine corsa della misura desiderata.

Per modificare lo 0 assoluto sull’asse x, sollevare lo sportello frontale, svitare le viti evidenziate in figura e muovere il sensore di fine corsa della misura desiderata.
4. divieti e prescrizioni
5. schede macchina